 電子發(fā)燒友App
電子發(fā)燒友App


1 引言
近幾十年來,電子電氣工業(yè)在給人類帶來方便和益處的同時也給社會帶來堆積如山的電子垃圾,電子電氣垃圾給全球生態(tài)環(huán)境造成的消極影響正越發(fā)嚴峻?為了控制電子垃圾對生態(tài)環(huán)境的污染,歐盟委員會于2003年頒布了《關(guān)于在電子電器設(shè)備中限制使用某些有害物質(zhì)指令》(簡稱ROHS指令)[1],并于2006年7月1日開始實施?無鉛焊料相對更高的熔點?較低的潤濕能力與較高的彈性模量等工藝?物理?力學(xué)特征使得無鉛的可制造性與可靠性問題更加突出,尤其在目前的過渡階段,有鉛與無鉛的混合組裝引起的兼容問題尤為突出?
2 無鉛對元器件的要求與影響
無鉛焊接,對元器件提出了更高的要求,最根本的原因在于焊接溫度的提高?傳統(tǒng)錫鉛共晶焊料的熔點為183℃,而目前得到普遍認可與廣泛采用的錫銀銅(SAC)無鉛焊料的熔點大約為217℃,使得熱致失效(特別是熱敏感與潮濕敏感器件)大大加劇?
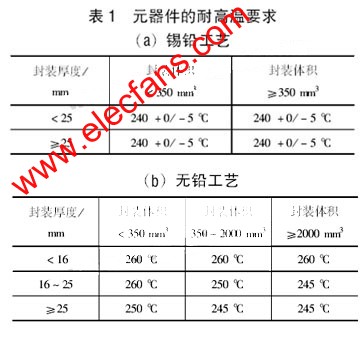
熱敏感器件包括光學(xué)組件?電解電容?連接器等,焊接溫度的提升雖不是很高,但可能是致命的?如某一常規(guī)電容在焊接溫度為225℃時完好無缺,但當焊接溫度升高到250℃時便出現(xiàn)了嚴重的翹曲問題?針對無鉛條件下元器件的耐高溫問題,IPC在最新的標準J-STD-020中[2],依據(jù)封裝體的厚度?體積制訂了相應(yīng)的回流焊接峰值溫度要求,如表1所示?值得注意的是在無鉛條件下,IPC標準與日本標準基本一致?
對于諸如PBGA等潮濕敏感器件(MSD),隨著工藝溫度的提升,元器件吸入的潮氣在高溫作用下氣化并急劇膨脹,形成很大的壓力,可能引起“爆米花”?分層?裂紋等問題?因為壓力與溫度的增加是指數(shù)關(guān)系,所以對于MSD的處理需要特別注意?IPC在標準J-STD-020與J-STD-033中[3]分別對MSD的分級及其處理作了規(guī)范,可以作為應(yīng)用參考?此外,在使用時還應(yīng)當注意以下兩點:(1)峰值溫度每提高5~10℃,潮濕敏感等級(MSL)就下調(diào)1~2級;(2)對于開封后沒有使用完的MSD,放回干燥箱的時間保證為暴露在空氣中時間的5倍以上才可繼續(xù)使用,因為吸氣容易排氣難?
此外,溫度梯度對元器件的可靠性影響同樣值得關(guān)注?較高的溫度梯度將降低元器件內(nèi)部的互連可靠性,主要是由于熱不匹配造成的封裝體與硅芯片之間的分層?裂紋等問題?在無鉛條件下,大的溫度梯度既可能出現(xiàn)在升溫階段,也可能出現(xiàn)在焊后冷卻階段?為了保障無鉛焊點的可靠性,對冷卻速率有一定的要求,冷卻速率太慢,一方面使得金屬間化合物(IMC)增長太厚;另一方面,結(jié)晶組織粗化,以及可能出現(xiàn)板塊狀的Ag3Sn,這些都將大大降低焊點的可靠性?因此,無鉛焊接設(shè)備都設(shè)立了強制冷卻區(qū),一般情況下,冷卻速率最小要高于1.2℃/s,但不要高于2?5~3℃/s?
另外,影響可靠性的主要因素是元器件的可焊性涂層,主要是指引腳涂層無鉛化所引起的錫須問題?為了保障可靠性,可以將EMS論壇無鉛PCB組裝關(guān)于ROHS符合性元器件供應(yīng)商轉(zhuǎn)移的指南,與iNEMI的高可靠性無鉛組裝的元器件要求作為參考?
3 無鉛對PCB的影響與要求
無鉛焊接相對高的溫度給PCB帶來一系列問題?具體而言,體現(xiàn)在以下幾個參數(shù)?
3.1 玻璃轉(zhuǎn)化溫度Tg
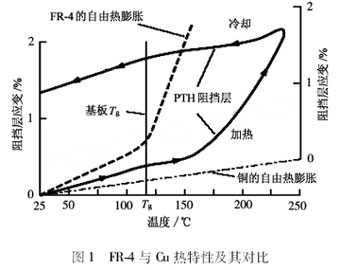
在傳統(tǒng)錫鉛工藝條件下,玻璃轉(zhuǎn)化溫度Tg被認為是最重要的參數(shù)?因為,在Tg以上,PCB物理特性發(fā)生很大變化,特別是熱膨脹系數(shù)(CTE)?圖1所示為常規(guī)PCB基材FR-4?銅(Cu)以及鍍通孔隨溫度上升的熱膨脹特性圖,從圖中可以看出,在超過Tg以后, Z軸的CTE急劇上升,與Cu的熱不匹配問題大大加劇,因而期望更高的玻璃轉(zhuǎn)化溫度?
3.2 分解溫度Td
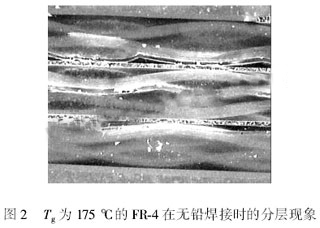
在無鉛轉(zhuǎn)移研發(fā)初期,認為更高的Tg能夠解決無鉛的高溫問題?相關(guān)研究進一步表明:Tg依然是非常重要的參數(shù),但單純高的Tg不能完全解決問題,如圖2所示為Tg高達175℃的增強型FR-4在無鉛工藝條件下的分層問題?這一事實表明,還有其他同等重要的工藝參數(shù)?分解溫度(Td)被認為就是其中之一?當溫度高于Td,樹脂材料化學(xué)鍵斷裂引起不可逆的物理與化學(xué)性能的嚴重損傷,一般定義為PCB基材重量減少5%的溫度,也有其他如重量減少2%的溫度定義為Td?Chrys Shea等人[4]研究表明,2%的定義與無鉛情況更接近,如前述的FR-4材料按照5%的定義Td高達320℃,而實際無鉛焊接溫度為250℃就發(fā)生嚴重問題,相差較遠;如果采用2%的定義,大致在250~260℃,比較吻合?
其他重要的參數(shù)包括分層溫度?吸水率?持續(xù)高溫能力即在某一高溫下分層時間如250℃/50s以及Z軸CTE,尤其是Tg以后的CTE?此外,從理論上講,由于無鉛焊料相對較差的潤濕能力,必然要求活性相對較高的焊劑和相對較高的焊接溫度?這使得焊后PCB的殘留物及其腐蝕特性加劇,影響表面絕緣電阻(SIR),從而PCB的電化學(xué)腐蝕(如CAF)可能會更加突出,在惡劣環(huán)境下使用的電子產(chǎn)品(如汽車電子)等應(yīng)當加以嚴格控制?
4 無鉛實施的兼容性
無鉛化是一項系統(tǒng)工程,在轉(zhuǎn)移過程中會涉及到大量的兼容性問題,可以概括為材料兼容?元器件兼容?工藝兼容?設(shè)備兼容?設(shè)計兼容?質(zhì)量與可靠性兼容?操作兼容與環(huán)境兼容等八大類?在過渡階段,最普遍的兼容問題是所謂的前向與后向兼容問題,即混合組裝問題?將有鉛元器件與PCB采用無鉛焊料進行焊接稱為前向兼容,反之,無鉛元器件與PCB采用錫鉛焊料焊接稱為后向兼容?
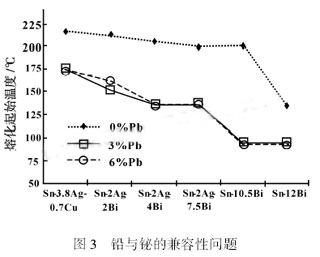
在前向兼容問題中,對于諸如QFP等引腳類元器件,在焊接時將有少量的鉛引入到焊點中,即所謂的“鉛污染”問題?少量的鉛對焊點的影響與焊料合金及其含量有關(guān),如果鉛與焊料合金沒有形成新的合金相,當鉛在一定范圍內(nèi)時是可以接受的?但對于高可靠性產(chǎn)品,應(yīng)當謹慎處理?如有關(guān)研究表明:在SnAgCuIn波峰焊料中引入0.5%的Pb,物理特性?熔點溫度?機械強度?適應(yīng)性方面無明顯變化,但疲勞壽命下降明顯?關(guān)于鉛引入形成第三相合金問題,最典型的是含鉍(Bi)合金,鉛與Bi形成低熔點合金如圖3所示,因此是不兼容的?此外,在波峰焊中,鉛污染可能引起焊點剝離?
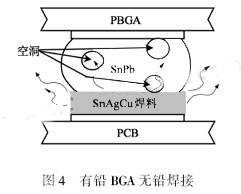
錫鉛BGA器件進行無鉛焊接如圖4所示,將產(chǎn)生大量的空洞,因為錫鉛焊球在183℃率先熔融,而SAC焊膏在217℃才熔融,焊膏中大量的焊劑揮發(fā)物進入焊球進而形成大量的空洞?如果工藝設(shè)置合理,空洞情況可以控制在IPC-7095限制的可接受范圍內(nèi)?反之,對于無鉛BGA器件進行有鉛焊接的情況,如果采用有鉛焊料的溫度曲線,有鉛焊料先熔融,而無鉛焊端(球)不能完全熔化,使元件一側(cè)的界面不能生成金屬間化合物,未能形成焊接,不能接受;在形成連接的情況下,自對中效應(yīng)很小,共面度問題突出,細間距應(yīng)用受限,一般不能接受?國際上對此做過大量的研究,如iNEMI將SAC與SnAg焊球的BGA與錫鉛共晶焊料獲得相同的效果;JEITA使用SAC305?SAC105焊球的BGA器件,采用234℃的峰值焊接溫度,183℃以上時間加長,獲得正常結(jié)果;Texas儀器公司采用峰值溫度235℃獲得與JEITA基本相同的結(jié)論,但Sn2.5Ag1.0Bi0.5Cu焊球的BGA效果很差;Intel公司采用222℃的峰值溫度同樣獲得可以接受的結(jié)果,并總結(jié)獲得成功的條件是焊球完全熔融并與共晶焊料混合?
5 無鉛組裝缺陷與可靠性
在無鉛轉(zhuǎn)移時,無鉛材料的內(nèi)在特性自然會引起相應(yīng)的無鉛組裝缺陷以及長期可靠性問題[5]?下面重點論述錫裂?空洞與微空洞?可焊性涂層對可靠性的影響以及備受關(guān)注的錫須問題?
5.1 錫裂
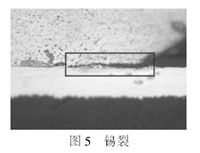
焊點在外力或工藝應(yīng)力等作用下,在焊錫與焊盤或焊錫中間或焊錫與元件引腳?基體之間出現(xiàn)裂紋甚至斷裂的現(xiàn)象,稱之為錫裂,如圖5所示?錫裂產(chǎn)生的主要機理是應(yīng)力?如果焊點發(fā)生斷裂,將直接影響其電氣性能?如果出現(xiàn)裂紋而未形成斷裂或開路,雖然在檢測時電氣性能可能未受影響,但裂紋的存在必將對產(chǎn)品的可靠性產(chǎn)生重大影響?
錫裂可以通過金相切片或染色檢測(針對BGA)來判斷?染色檢測的目的是在X射線看不到的情況下觀測BGA焊點是否有裂縫?空焊?如果是錫裂的焊點,拔開后斷面是凹凸不平的,并且被染色;而拔斷的是正常焊點,則其斷裂面是平滑光亮的,沒有被紅膠染成紅色?根據(jù)這個特征,很容易就可以區(qū)分出拔斷的是正常焊點或者是發(fā)生錫裂的焊點?
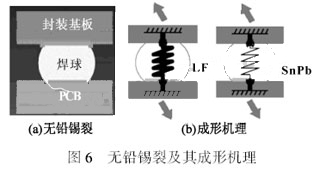
在無鉛條件下,錫裂問題更加嚴重,一方面是焊接溫度的提升,造成的工藝應(yīng)力加大;另一方面是無鉛焊點的剛度比傳統(tǒng)錫鉛焊點的剛度高,而延展率低?因此,一旦承受外力(如在線測試?功能測試?插裝?系統(tǒng)裝配等)或工藝應(yīng)力(熱變形等)時,無鉛焊點由于高剛度與低延展率將應(yīng)力直接轉(zhuǎn)移到最薄弱或應(yīng)力集中的環(huán)節(jié),造成裂紋?圖6是無鉛錫裂及其成形機理?
5.2 空洞與微空洞
在SMT焊點中,存在各種形式的空洞,這里重點介紹包括在焊點中的空洞?微空洞以及柯肯達爾(kirkendall)空洞?無鉛焊接焊點中更多的空洞已經(jīng)成為業(yè)界的共識,但只要優(yōu)化工藝參數(shù)與工藝設(shè)計,空洞的大小可以控制在接受標準范圍內(nèi)?空洞的形成原因很復(fù)雜,包括材料?設(shè)計與工藝,其
中最關(guān)鍵的是助焊劑?助焊劑排氣以及助焊劑的揮發(fā)性反應(yīng)產(chǎn)物是形成空洞的直接原因?空洞對可靠性的影響比較復(fù)雜,目前尚無一致性的研究結(jié)論,iNEMI正在深入研究之中?
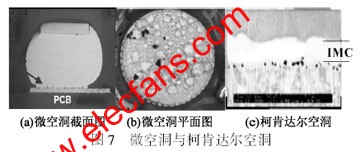
在IMC界面上出現(xiàn)的比較小的空洞,常見于浸銀(ImAg)的PCB,這就是微空洞,如圖7所示[6]?它與柯肯達爾空洞的區(qū)別在于微空洞存在于IMC的上方,而柯肯達爾空洞在IMC的下方?從成形機理來看,微空洞是在焊接過程中形成的,與浸銀鍍層的質(zhì)量緊密相關(guān),而柯肯達爾空洞是在焊后過程中逐步形成并慢慢擴大的,形成機理在于Cu與Sn相互擴散的速率不一致?
5.3 可焊性涂層對可靠性的影響
可焊性涂層包括元器件引腳與PCB焊盤的可焊性涂層?對于元器件的可焊性涂層,轉(zhuǎn)換到無鉛之后,傳統(tǒng)的占主導(dǎo)地位的SnPb涂層不能應(yīng)用?從目前實際應(yīng)用情況來看,主要包括純Sn,SnBi,NiPdAu,NiAu等幾種?對于無源器件而言,以純Sn為主;對于引線框架類封裝,NiPdAu具有較強的優(yōu)勢;對于BGA焊球,SnAgCu占主導(dǎo)地位;對于倒裝芯片,SnAg與SnCu最受歡迎?在可靠性影響方面,主要是純Sn的錫須問題,這在細間距應(yīng)用方面比較突出?
在PCB可焊性涂層方面,替代傳統(tǒng)的熱風(fēng)整平(HASL)SnPb包括浸銀(ImAg)?浸錫(ImSn)?ENIG(Ni/Au)?OSP等?在可靠性影響方面,對于浸錫(ImSn)涂層,重點考慮錫須問題;對于浸銀(ImAg)涂層,考慮微空洞對可靠性的影響,一般超過4~5個50μm左右大小的微空洞就不可接受,關(guān)鍵是控制浸銀工藝;對于ENIG涂層,重點考慮“黑盤”問題,關(guān)鍵是控制淀積Au與Ni的速率?厚度?均勻性?pH值控制以及磷的含量,有關(guān)技術(shù)要求可參考IPC-4552(印制電路板化學(xué)鍍鎳/浸金涂層的技術(shù)條件)[7]?
5.4 錫須(tinwhisker)
如前所述,無鉛轉(zhuǎn)移后,純Sn作為元器件引腳與PCB可焊性涂層得到更廣泛的應(yīng)用,但在其表面可能生長錫須,這是一嚴重的可靠性問題,是無鉛可靠性應(yīng)用面臨的嚴峻挑戰(zhàn)之一?相應(yīng)地,錫須成為無鉛可靠性研究的熱點?錫須是在純錫表面生長出來的單晶組織,與枝晶有著本質(zhì)的區(qū)別?影響錫須生成與生長的可能因素包括:晶粒尺寸?晶粒大小?晶粒方向?工藝應(yīng)力?外部應(yīng)力?溫度?濕度?氫含量?有機絕緣物等?遺憾的是,但目前為止,尚未得到理想的研究結(jié)論,相當多的理論分析結(jié)果與試驗結(jié)果相矛盾?
目前,經(jīng)研究基本驗證并得到認同的是:應(yīng)力是產(chǎn)生錫須的關(guān)鍵因素,特別是壓應(yīng)力?應(yīng)力的來源包括鍍錫過程中的工藝應(yīng)力?IMC成形?外部施加的應(yīng)力?CTE不匹配等?減少錫須生成的有以下可能方法:
(1)不要使用亮錫(亮錫電鍍后的殘余壓應(yīng)力大);
(2)用晶粒尺寸較大的灰錫可減緩whisker生長速度;
(3)用較厚的灰錫鍍層(8~10μm,外表面無應(yīng)力);
(4)電鍍后24h內(nèi)退火(150℃ 2h或170℃1h),以減少Sn層內(nèi)應(yīng)力;
(5)電鍍后24h內(nèi)回流焊接,作用與退火相同;
(6)用Ni或Ag阻擋層(0.1~2μm)防止Cu擴散形成Cu6Sn5的IMC;此外Ni層在Sn膜下產(chǎn)生張應(yīng)力可降低錫須生成;
(7)采用如NiPdAu等涂層替代純錫涂層?
在標準化方面,JEDEC制訂了測試錫須生長的規(guī)范JESD22A121[8],規(guī)范了錫須加速測試條件?錫須尺度測量方法?各級別電子產(chǎn)品可以接受的錫須長度等?
6 小結(jié)
本文闡述了在無鉛轉(zhuǎn)移過程中涉及的可制造性與可靠性問題,包括無鉛轉(zhuǎn)移對元器件?印制電路板與焊點的影響以及它們相互之間的兼容問題?重點論述了前向兼容與后向兼容?錫須?空洞與微空洞?可焊性涂層以及如何避免無鉛轉(zhuǎn)移中出現(xiàn)的問題?
近幾十年來,電子電氣工業(yè)在給人類帶來方便和益處的同時也給社會帶來堆積如山的電子垃圾,電子電氣垃圾給全球生態(tài)環(huán)境造成的消極影響正越發(fā)嚴峻?為了控制電子垃圾對生態(tài)環(huán)境的污染,歐盟委員會于2003年頒布了《關(guān)于在電子電器設(shè)備中限制使用某些有害物質(zhì)指令》(簡稱ROHS指令)[1],并于2006年7月1日開始實施?無鉛焊料相對更高的熔點?較低的潤濕能力與較高的彈性模量等工藝?物理?力學(xué)特征使得無鉛的可制造性與可靠性問題更加突出,尤其在目前的過渡階段,有鉛與無鉛的混合組裝引起的兼容問題尤為突出?
2 無鉛對元器件的要求與影響
無鉛焊接,對元器件提出了更高的要求,最根本的原因在于焊接溫度的提高?傳統(tǒng)錫鉛共晶焊料的熔點為183℃,而目前得到普遍認可與廣泛采用的錫銀銅(SAC)無鉛焊料的熔點大約為217℃,使得熱致失效(特別是熱敏感與潮濕敏感器件)大大加劇?
熱敏感器件包括光學(xué)組件?電解電容?連接器等,焊接溫度的提升雖不是很高,但可能是致命的?如某一常規(guī)電容在焊接溫度為225℃時完好無缺,但當焊接溫度升高到250℃時便出現(xiàn)了嚴重的翹曲問題?針對無鉛條件下元器件的耐高溫問題,IPC在最新的標準J-STD-020中[2],依據(jù)封裝體的厚度?體積制訂了相應(yīng)的回流焊接峰值溫度要求,如表1所示?值得注意的是在無鉛條件下,IPC標準與日本標準基本一致?
 |
對于諸如PBGA等潮濕敏感器件(MSD),隨著工藝溫度的提升,元器件吸入的潮氣在高溫作用下氣化并急劇膨脹,形成很大的壓力,可能引起“爆米花”?分層?裂紋等問題?因為壓力與溫度的增加是指數(shù)關(guān)系,所以對于MSD的處理需要特別注意?IPC在標準J-STD-020與J-STD-033中[3]分別對MSD的分級及其處理作了規(guī)范,可以作為應(yīng)用參考?此外,在使用時還應(yīng)當注意以下兩點:(1)峰值溫度每提高5~10℃,潮濕敏感等級(MSL)就下調(diào)1~2級;(2)對于開封后沒有使用完的MSD,放回干燥箱的時間保證為暴露在空氣中時間的5倍以上才可繼續(xù)使用,因為吸氣容易排氣難?
此外,溫度梯度對元器件的可靠性影響同樣值得關(guān)注?較高的溫度梯度將降低元器件內(nèi)部的互連可靠性,主要是由于熱不匹配造成的封裝體與硅芯片之間的分層?裂紋等問題?在無鉛條件下,大的溫度梯度既可能出現(xiàn)在升溫階段,也可能出現(xiàn)在焊后冷卻階段?為了保障無鉛焊點的可靠性,對冷卻速率有一定的要求,冷卻速率太慢,一方面使得金屬間化合物(IMC)增長太厚;另一方面,結(jié)晶組織粗化,以及可能出現(xiàn)板塊狀的Ag3Sn,這些都將大大降低焊點的可靠性?因此,無鉛焊接設(shè)備都設(shè)立了強制冷卻區(qū),一般情況下,冷卻速率最小要高于1.2℃/s,但不要高于2?5~3℃/s?
另外,影響可靠性的主要因素是元器件的可焊性涂層,主要是指引腳涂層無鉛化所引起的錫須問題?為了保障可靠性,可以將EMS論壇無鉛PCB組裝關(guān)于ROHS符合性元器件供應(yīng)商轉(zhuǎn)移的指南,與iNEMI的高可靠性無鉛組裝的元器件要求作為參考?
3 無鉛對PCB的影響與要求
無鉛焊接相對高的溫度給PCB帶來一系列問題?具體而言,體現(xiàn)在以下幾個參數(shù)?
3.1 玻璃轉(zhuǎn)化溫度Tg
在傳統(tǒng)錫鉛工藝條件下,玻璃轉(zhuǎn)化溫度Tg被認為是最重要的參數(shù)?因為,在Tg以上,PCB物理特性發(fā)生很大變化,特別是熱膨脹系數(shù)(CTE)?圖1所示為常規(guī)PCB基材FR-4?銅(Cu)以及鍍通孔隨溫度上升的熱膨脹特性圖,從圖中可以看出,在超過Tg以后, Z軸的CTE急劇上升,與Cu的熱不匹配問題大大加劇,因而期望更高的玻璃轉(zhuǎn)化溫度?
 |
3.2 分解溫度Td
在無鉛轉(zhuǎn)移研發(fā)初期,認為更高的Tg能夠解決無鉛的高溫問題?相關(guān)研究進一步表明:Tg依然是非常重要的參數(shù),但單純高的Tg不能完全解決問題,如圖2所示為Tg高達175℃的增強型FR-4在無鉛工藝條件下的分層問題?這一事實表明,還有其他同等重要的工藝參數(shù)?分解溫度(Td)被認為就是其中之一?當溫度高于Td,樹脂材料化學(xué)鍵斷裂引起不可逆的物理與化學(xué)性能的嚴重損傷,一般定義為PCB基材重量減少5%的溫度,也有其他如重量減少2%的溫度定義為Td?Chrys Shea等人[4]研究表明,2%的定義與無鉛情況更接近,如前述的FR-4材料按照5%的定義Td高達320℃,而實際無鉛焊接溫度為250℃就發(fā)生嚴重問題,相差較遠;如果采用2%的定義,大致在250~260℃,比較吻合?
 |
其他重要的參數(shù)包括分層溫度?吸水率?持續(xù)高溫能力即在某一高溫下分層時間如250℃/50s以及Z軸CTE,尤其是Tg以后的CTE?此外,從理論上講,由于無鉛焊料相對較差的潤濕能力,必然要求活性相對較高的焊劑和相對較高的焊接溫度?這使得焊后PCB的殘留物及其腐蝕特性加劇,影響表面絕緣電阻(SIR),從而PCB的電化學(xué)腐蝕(如CAF)可能會更加突出,在惡劣環(huán)境下使用的電子產(chǎn)品(如汽車電子)等應(yīng)當加以嚴格控制?
4 無鉛實施的兼容性
無鉛化是一項系統(tǒng)工程,在轉(zhuǎn)移過程中會涉及到大量的兼容性問題,可以概括為材料兼容?元器件兼容?工藝兼容?設(shè)備兼容?設(shè)計兼容?質(zhì)量與可靠性兼容?操作兼容與環(huán)境兼容等八大類?在過渡階段,最普遍的兼容問題是所謂的前向與后向兼容問題,即混合組裝問題?將有鉛元器件與PCB采用無鉛焊料進行焊接稱為前向兼容,反之,無鉛元器件與PCB采用錫鉛焊料焊接稱為后向兼容?
在前向兼容問題中,對于諸如QFP等引腳類元器件,在焊接時將有少量的鉛引入到焊點中,即所謂的“鉛污染”問題?少量的鉛對焊點的影響與焊料合金及其含量有關(guān),如果鉛與焊料合金沒有形成新的合金相,當鉛在一定范圍內(nèi)時是可以接受的?但對于高可靠性產(chǎn)品,應(yīng)當謹慎處理?如有關(guān)研究表明:在SnAgCuIn波峰焊料中引入0.5%的Pb,物理特性?熔點溫度?機械強度?適應(yīng)性方面無明顯變化,但疲勞壽命下降明顯?關(guān)于鉛引入形成第三相合金問題,最典型的是含鉍(Bi)合金,鉛與Bi形成低熔點合金如圖3所示,因此是不兼容的?此外,在波峰焊中,鉛污染可能引起焊點剝離?
 |
錫鉛BGA器件進行無鉛焊接如圖4所示,將產(chǎn)生大量的空洞,因為錫鉛焊球在183℃率先熔融,而SAC焊膏在217℃才熔融,焊膏中大量的焊劑揮發(fā)物進入焊球進而形成大量的空洞?如果工藝設(shè)置合理,空洞情況可以控制在IPC-7095限制的可接受范圍內(nèi)?反之,對于無鉛BGA器件進行有鉛焊接的情況,如果采用有鉛焊料的溫度曲線,有鉛焊料先熔融,而無鉛焊端(球)不能完全熔化,使元件一側(cè)的界面不能生成金屬間化合物,未能形成焊接,不能接受;在形成連接的情況下,自對中效應(yīng)很小,共面度問題突出,細間距應(yīng)用受限,一般不能接受?國際上對此做過大量的研究,如iNEMI將SAC與SnAg焊球的BGA與錫鉛共晶焊料獲得相同的效果;JEITA使用SAC305?SAC105焊球的BGA器件,采用234℃的峰值焊接溫度,183℃以上時間加長,獲得正常結(jié)果;Texas儀器公司采用峰值溫度235℃獲得與JEITA基本相同的結(jié)論,但Sn2.5Ag1.0Bi0.5Cu焊球的BGA效果很差;Intel公司采用222℃的峰值溫度同樣獲得可以接受的結(jié)果,并總結(jié)獲得成功的條件是焊球完全熔融并與共晶焊料混合?
 |
5 無鉛組裝缺陷與可靠性
在無鉛轉(zhuǎn)移時,無鉛材料的內(nèi)在特性自然會引起相應(yīng)的無鉛組裝缺陷以及長期可靠性問題[5]?下面重點論述錫裂?空洞與微空洞?可焊性涂層對可靠性的影響以及備受關(guān)注的錫須問題?
5.1 錫裂
焊點在外力或工藝應(yīng)力等作用下,在焊錫與焊盤或焊錫中間或焊錫與元件引腳?基體之間出現(xiàn)裂紋甚至斷裂的現(xiàn)象,稱之為錫裂,如圖5所示?錫裂產(chǎn)生的主要機理是應(yīng)力?如果焊點發(fā)生斷裂,將直接影響其電氣性能?如果出現(xiàn)裂紋而未形成斷裂或開路,雖然在檢測時電氣性能可能未受影響,但裂紋的存在必將對產(chǎn)品的可靠性產(chǎn)生重大影響?
 |
錫裂可以通過金相切片或染色檢測(針對BGA)來判斷?染色檢測的目的是在X射線看不到的情況下觀測BGA焊點是否有裂縫?空焊?如果是錫裂的焊點,拔開后斷面是凹凸不平的,并且被染色;而拔斷的是正常焊點,則其斷裂面是平滑光亮的,沒有被紅膠染成紅色?根據(jù)這個特征,很容易就可以區(qū)分出拔斷的是正常焊點或者是發(fā)生錫裂的焊點?
在無鉛條件下,錫裂問題更加嚴重,一方面是焊接溫度的提升,造成的工藝應(yīng)力加大;另一方面是無鉛焊點的剛度比傳統(tǒng)錫鉛焊點的剛度高,而延展率低?因此,一旦承受外力(如在線測試?功能測試?插裝?系統(tǒng)裝配等)或工藝應(yīng)力(熱變形等)時,無鉛焊點由于高剛度與低延展率將應(yīng)力直接轉(zhuǎn)移到最薄弱或應(yīng)力集中的環(huán)節(jié),造成裂紋?圖6是無鉛錫裂及其成形機理?
 |
5.2 空洞與微空洞
在SMT焊點中,存在各種形式的空洞,這里重點介紹包括在焊點中的空洞?微空洞以及柯肯達爾(kirkendall)空洞?無鉛焊接焊點中更多的空洞已經(jīng)成為業(yè)界的共識,但只要優(yōu)化工藝參數(shù)與工藝設(shè)計,空洞的大小可以控制在接受標準范圍內(nèi)?空洞的形成原因很復(fù)雜,包括材料?設(shè)計與工藝,其
中最關(guān)鍵的是助焊劑?助焊劑排氣以及助焊劑的揮發(fā)性反應(yīng)產(chǎn)物是形成空洞的直接原因?空洞對可靠性的影響比較復(fù)雜,目前尚無一致性的研究結(jié)論,iNEMI正在深入研究之中?
在IMC界面上出現(xiàn)的比較小的空洞,常見于浸銀(ImAg)的PCB,這就是微空洞,如圖7所示[6]?它與柯肯達爾空洞的區(qū)別在于微空洞存在于IMC的上方,而柯肯達爾空洞在IMC的下方?從成形機理來看,微空洞是在焊接過程中形成的,與浸銀鍍層的質(zhì)量緊密相關(guān),而柯肯達爾空洞是在焊后過程中逐步形成并慢慢擴大的,形成機理在于Cu與Sn相互擴散的速率不一致?
 |
5.3 可焊性涂層對可靠性的影響
可焊性涂層包括元器件引腳與PCB焊盤的可焊性涂層?對于元器件的可焊性涂層,轉(zhuǎn)換到無鉛之后,傳統(tǒng)的占主導(dǎo)地位的SnPb涂層不能應(yīng)用?從目前實際應(yīng)用情況來看,主要包括純Sn,SnBi,NiPdAu,NiAu等幾種?對于無源器件而言,以純Sn為主;對于引線框架類封裝,NiPdAu具有較強的優(yōu)勢;對于BGA焊球,SnAgCu占主導(dǎo)地位;對于倒裝芯片,SnAg與SnCu最受歡迎?在可靠性影響方面,主要是純Sn的錫須問題,這在細間距應(yīng)用方面比較突出?
在PCB可焊性涂層方面,替代傳統(tǒng)的熱風(fēng)整平(HASL)SnPb包括浸銀(ImAg)?浸錫(ImSn)?ENIG(Ni/Au)?OSP等?在可靠性影響方面,對于浸錫(ImSn)涂層,重點考慮錫須問題;對于浸銀(ImAg)涂層,考慮微空洞對可靠性的影響,一般超過4~5個50μm左右大小的微空洞就不可接受,關(guān)鍵是控制浸銀工藝;對于ENIG涂層,重點考慮“黑盤”問題,關(guān)鍵是控制淀積Au與Ni的速率?厚度?均勻性?pH值控制以及磷的含量,有關(guān)技術(shù)要求可參考IPC-4552(印制電路板化學(xué)鍍鎳/浸金涂層的技術(shù)條件)[7]?
5.4 錫須(tinwhisker)
如前所述,無鉛轉(zhuǎn)移后,純Sn作為元器件引腳與PCB可焊性涂層得到更廣泛的應(yīng)用,但在其表面可能生長錫須,這是一嚴重的可靠性問題,是無鉛可靠性應(yīng)用面臨的嚴峻挑戰(zhàn)之一?相應(yīng)地,錫須成為無鉛可靠性研究的熱點?錫須是在純錫表面生長出來的單晶組織,與枝晶有著本質(zhì)的區(qū)別?影響錫須生成與生長的可能因素包括:晶粒尺寸?晶粒大小?晶粒方向?工藝應(yīng)力?外部應(yīng)力?溫度?濕度?氫含量?有機絕緣物等?遺憾的是,但目前為止,尚未得到理想的研究結(jié)論,相當多的理論分析結(jié)果與試驗結(jié)果相矛盾?
目前,經(jīng)研究基本驗證并得到認同的是:應(yīng)力是產(chǎn)生錫須的關(guān)鍵因素,特別是壓應(yīng)力?應(yīng)力的來源包括鍍錫過程中的工藝應(yīng)力?IMC成形?外部施加的應(yīng)力?CTE不匹配等?減少錫須生成的有以下可能方法:
(1)不要使用亮錫(亮錫電鍍后的殘余壓應(yīng)力大);
(2)用晶粒尺寸較大的灰錫可減緩whisker生長速度;
(3)用較厚的灰錫鍍層(8~10μm,外表面無應(yīng)力);
(4)電鍍后24h內(nèi)退火(150℃ 2h或170℃1h),以減少Sn層內(nèi)應(yīng)力;
(5)電鍍后24h內(nèi)回流焊接,作用與退火相同;
(6)用Ni或Ag阻擋層(0.1~2μm)防止Cu擴散形成Cu6Sn5的IMC;此外Ni層在Sn膜下產(chǎn)生張應(yīng)力可降低錫須生成;
(7)采用如NiPdAu等涂層替代純錫涂層?
在標準化方面,JEDEC制訂了測試錫須生長的規(guī)范JESD22A121[8],規(guī)范了錫須加速測試條件?錫須尺度測量方法?各級別電子產(chǎn)品可以接受的錫須長度等?
6 小結(jié)
本文闡述了在無鉛轉(zhuǎn)移過程中涉及的可制造性與可靠性問題,包括無鉛轉(zhuǎn)移對元器件?印制電路板與焊點的影響以及它們相互之間的兼容問題?重點論述了前向兼容與后向兼容?錫須?空洞與微空洞?可焊性涂層以及如何避免無鉛轉(zhuǎn)移中出現(xiàn)的問題?









 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論